MP Mold Making Standard
Here is Mould Precision Co., Ltd.‘s Mold Making Standard, it is based on SPI Mold Specifications and Customers’ Require Specifications.
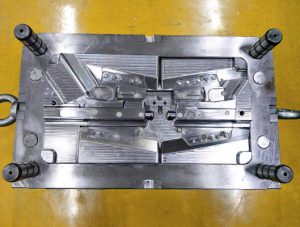
Mold Base
A-Series LKM Standard or equal to LKM Mold Bases, S50C Steel (18-22R/C), such as CI1515A40B50.
Core & Cavity

Usually it is P-20, or equal to 28-32 HRC, such as 718H or 738H. It is recommend to use H-13 or S-7, for PA with glass fiber etc strong plastic, and 420 or S136 for corrosivity material, like PVC.
We try to recommend core & cavity materials based upon what we know about the project – part material, production amounts, life of the program, cycle requirements, expected maintenance, etc.]
Movable inserts
Guided Ejection system with Spring Loaded Return & Tapped Knock-out holes
Slides have: Hardened Heel Blocks, and Slide Retainers
Lifters typically have a Core and a separate lifting rods, Lifter guide bushings, and replaceable gib/couplings
Movable inserts
Water/Cooling lines
in Cores and Cavities (and in sub-inserts & slide bodies if feasible) with Jiffy-Plug connectors.
Tunnel (sub) gate if possible (Edge/Chisel gate if Tunnel gate is not feasible) &Eyebolt holes in All Plates and Pry Slots
All Parting lines are either ground or hand blue fit NOT swedged down with fit press tonnage
All Vents are machine cut or machine ground NOT done by hand grinding
Hot Runner Systems are China Brand OR purchased from a recomended hot runner supplier.
Mold is stamped by lase for Customer Name, Part Name, Part Number, Approximate Weight, and Manufacture Date. Inserts and Details are stamped with Material type and Detail Number. “0” corner is stamped in all mold plates.
If Plating is needed for wear resistance, corrosion resistance, or lubricity/release we typically use Armoloy (a pure chromium plating)
We are careful NOT to use like-steels on details that wear against each other and typically observe the rule of having 10 points R/C hardness difference as well as using good shutoff angles.
We are mindful of vulnerable shapes and high wear areas and we try to sub-insert these portions when feasible
Also, we try to recommend Parting Line Locks, Switches, Early Ejector Return Systems, Accelerated Ejectors, as well as other components and peripherals when we believe they are necessary.
Our average build would probably be considered a Class 103. Although we specialize in Class 101, 102, & 103 molds we do still build class 104 & 105 class preproduction